


Red and green PU seals offer durability, flexibility, and chemical resistance for high-performance industrial applications.

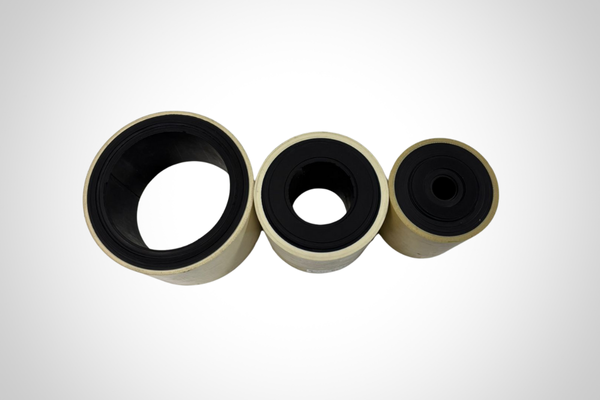
NBR Black seals provide excellent oil, fuel, and abrasion resistance for automotive and industrial applications.

White PTFE seals offer high chemical resistance, low friction, and excellent performance in extreme temperature

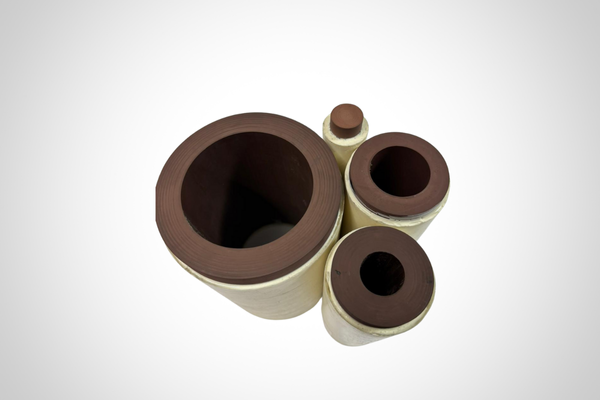
Brown PTFE seals ensure enhanced wear resistance, low friction, and reliability in high-pressure, high-temperature
Brown FPM (Viton) seals offer exceptional heat, chemical, and oil resistance for demanding industrial applications.

Black FKM seals provide superior resistance to heat, chemicals, and oils for high-performance sealing solutions.

PTFE Carbon seals offer excellent wear resistance, thermal stability, and conductivity for demanding industrial sealing applications.
Black EPDM seals provide excellent weather, ozone, and heat resistance for automotive and outdoor sealing applications.
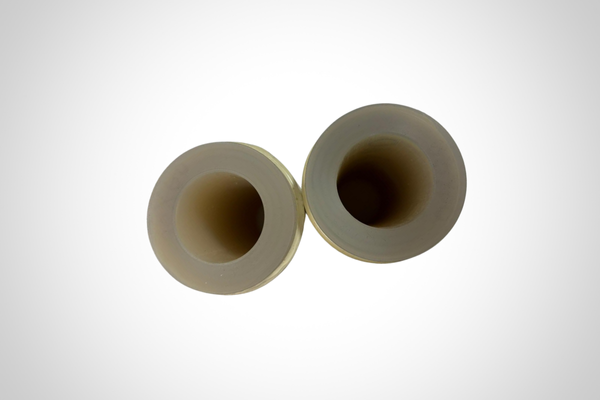
Translucent MVQ Silicone FDA seals offer high flexibility, temperature resistance, and food-grade safety for hygienic applications.

White POM seals offer high strength, low friction, and excellent dimensional stability for precision engineering applications.

Black Ecotel seals provide reliable chemical resistance, durability, and insulation for various industrial and electrical applications.

Green Ecopur seals offer high wear resistance, elasticity, and chemical stability for dynamic hydraulic applications